Micro Control Systems (contracted through IMC International) – Pittsburgh, PA 1993
Control Systems Engineer
Updated database and user interface of control system for soaking pits and reheat furnaces.
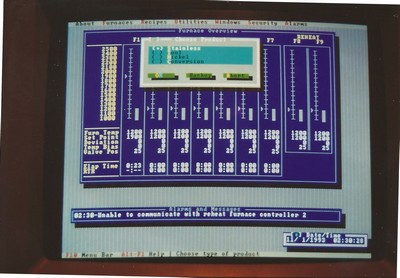
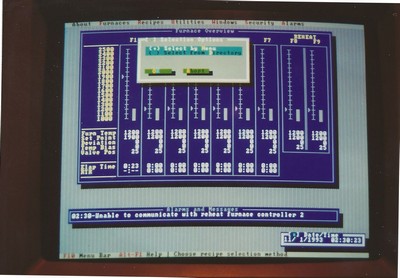
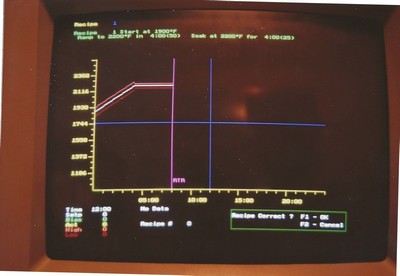
The contracting company that placed me at Westinghouse next needed someone who knew the Turbo Vision extensions to the latest version of Borland Pascal, and I was both available and one of the few people in Pittsburgh who already knew the framework. I was charged with editing the section of the system that stored the recipes and allowed the user to modify them. A "recipe" in this case is a profile of furnace temperature over time, expressed as a series of temperatures to be maintained for some interval of time (soaks) and changes in temperature over some interval of time (ramps).
The recipes were each associated with a particular type and grade of steel and the size of the ingot to be heated and rolled. The ingots could be up to about 48 by 16 by 12 inches and weigh up to 2600 pounds. They needed to be heated to over 2,000 degrees F in order to be rolled, so obviously it could take quite a while for them to heat all the way through. The workpieces had to be heated in stages so there was never too much of an interior temperature differential. That could set up a moving front in the piece that messed with the chemistry and crystal structure of the alloy. Different chemistries of steel also had different transition points where the crystal structure changed in a way that had to be managed. This is a state change similar to melting or evaporating, but in this case the material stays solid but the individual atoms change their internal structural arrangement.
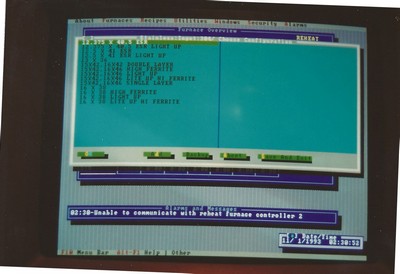
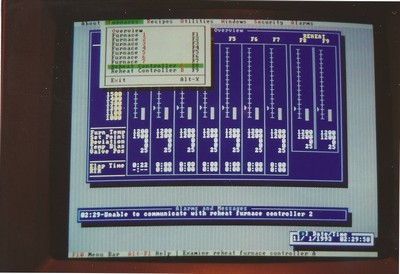
Once the ingots where properly heated they would be transferred from one of the seven heating furnaces to the rolling table by forklift. If a piece cooled down too much as it was being worked it would be moved into one of the two reheat furnaces to be heated back up. There seemed to always be enough work in progress for the mill to operate continuously across at least two shifts, and the mill may still have been running three full shifts at that time.
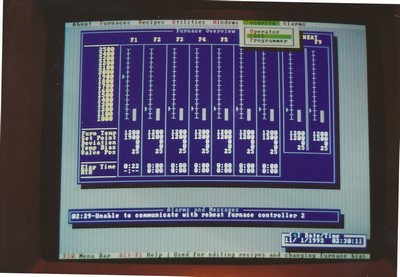
The system was implemented on an industrially hardened PC running CDOS, or Concurrent DOS, an adaptation of MS-DOS that supported four concurrently running, time-sliced DOS sessions. One of the sessions was dedicated to running the real-time control system, a part of the system I never touched. Another section was devoted to running the HMI (Human-Machine Interface) and I did not modify this section of the program, either. The third session was devoted to the interface that let the users define and manage the recipe instructions. The fourth session was left free for the user to carry out standard command-line tasks. I modified the file format in which the recipe instructions were stored, along with a few aspects of the user interface needed to manage them.
The mill itself was a small facility in Washington, PA, a few miles south of the city. It was a classic, single-stage reversing mill (I believe a two-high and not a four-high, but I could be wrong), controlled by a pulpit operator who used a combination of joysticks and foot pedals to manipulate the heated steel ingots so they could be rolled through the single millstand back and forth in both directions. There was a knob that controlled the separation of the work rollers. This gap was reduced with each successive pass until the sheet had been reduced to the desired thickness. Deck rollers on either side of the mill stand moved the piece back and forth and a pair of straighteners on each side came together to line up and center the workpiece for each pass. If the operator wanted to turn a piece by 90 degrees, he would back it out, bring one of the straighteners in while leaving the other out, and roll the workpiece back toward the mill so that it would strike the end of the close-in straightener and rotate around in the desired direction.
The pulpit operator was probably the most prestigious job in the mill for the line workers and it required a lot of skill. I could appreciate that the movements would become automatic over a period of time. I certainly enjoyed just being able to watch the ballet from the pulpit as I was doing installs and testing.
The software was installed on machines in two different locations. The HMI and recipe-management sessions ran on both machines but the session that actively controlled the seven heating furnaces and two reheat furnaces only ran on the machine in the utility room, not the one in the operator pulpit. I remember having to do all my editing and testing in the utility room with all of the doors closed and filters in place. Data had to be transferred between machines on 3.5-inch floppies and those had to be carefully stored in a pocket or baggie when walking between locations. There was so much steel dust in the air that the diskettes could easily be ruined. This happened, annoyingly, on more than one occasion.
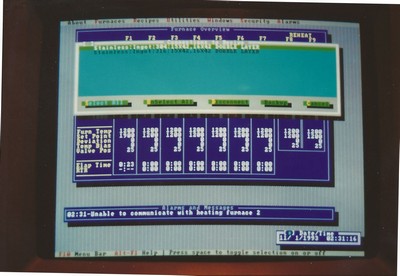
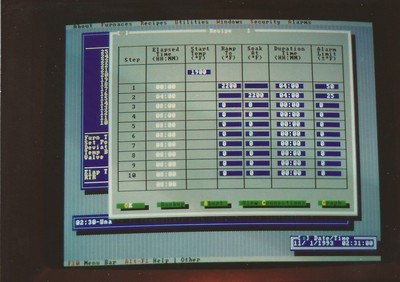
I modified the recipe database and some of the screens required to manipulate the entries.
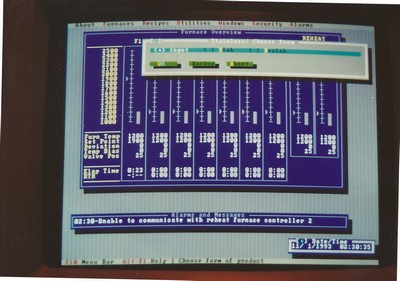
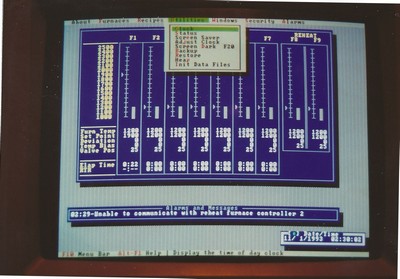
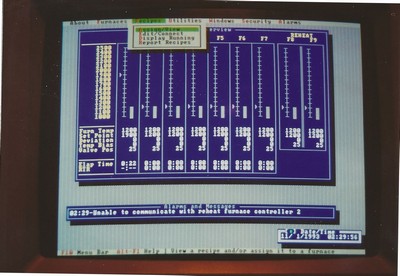
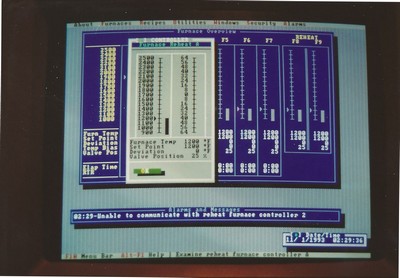
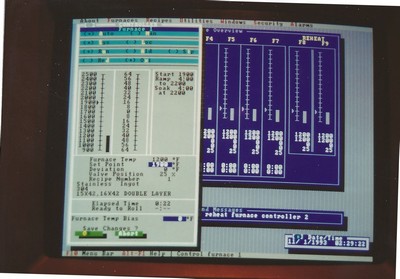
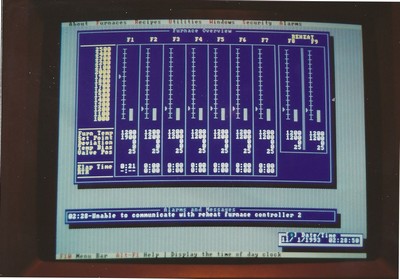
The screens were text-based, but the arrow indicators were made from specially-defined characters that in pairs could form a triangle at any row of pixels. The arrows were used to mark the temperature setpoint on each of the vertical scales. Special rectangular characters were also defined for the tops of the bars showing the actual temperatures.
When I finished the original assignment I was asked to write up brief proposals for a couple of minor system enhancements, which I did, but I ended up accepting a position with CIScorp before they were implemented. My sponsor at Micro Control Systems, Larry Comden, was nice enough to write that I had done a good job under trying circumstances and that he wanted me to be available to moonlight for him doing those enhancements and other projects, but I ended up traveling a lot to training and job sites and nothing ever came of it. The experience I gained in that steel mill proved critical to getting hired by Bricmont a year later.

